
Bearing Coatings
Coatings for Silverthin Thin-Section Bearings are available and generally serve one or both of two purposes: corrosion resistance and protection, and lubrication. For a discussion of lubrication, please refer to the Lubrication section of the website and catalog. This section will address corrosion resistance and protection.
Nodular Thin Dense Chrome (NTDC) coating options are available by Silverthin for corrosion resistance whenever 440C Stainless Steel material may not be practical. NTDC coating adheres to the base metal of a standard Silverthin 52100 Steel bearing via electro-deposited chrome plating and does not chip, crack or peel under severe stress.
NTDC coating offers a uniform coating thickness of approximately 0.0002” and the following characteristics:
- Hardness up to 78 HRC
- Corrosion resistance generally equivalent to 440C Stainless Steel
- FDA Compliance and a blanket food safety approval from the USDA
For torque critical sensitive applications, NTDC coating may not be advisable, and users should consider using 440C Stainless Steel for corrosion resistance and protection.
NTDC coating excels in applications such as shipboard or coastal saltwater exposure and can be applicable for environments with caustic chemicals or gases.
Please contact Silverthin Engineering for application review and product suitability.
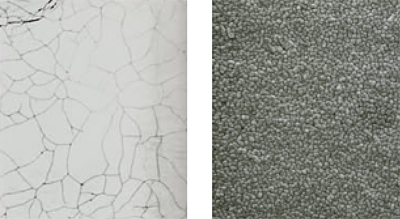
Common Hard Chrome coating (left) is prone to microcracking under stress while NTDC coating (right) microstructure is more resilient to stress.
Black Oxide (Fe3O4) coating does not change the dimensions of the bearing, and does not flake off. It has light corrosion-resistance properties, anti-fretting properties and reduces friction after running in (up to 10% possible). In some cases it can be a good option to support bearing life. Typical maximum thickness is 0.00006”, with a maximum operating temperature of approximately 500°F. Black Oxide typically has a dark grey to black color, depending on process application duration.
Titanium Nitride (TiN) coating is primarily used to add wear and corrosion resistance to the bearing. It is non-toxic and is commonly used in food processing and medical equipment due to its highly inert characteristics. TiN is inert to acid, base, solvent and does not oxidize, as well as being resistant to hydrogen embrittlement. Typical maximum thickness is a uniform 0.0001”, with a resulting hardness of 85 HRC. Friction is commonly reduced. Application of TiN to the bearing is at a very high temperature of 1100°F, so care must be taken to ensure metallurgical integrity of the bearing. TiN has a shiny gold color.
Tungsten Disulphide (WS2) coating has dry lubrication and reduced friction properties, is non-toxic and has corrosion resistant properties. It is applied as a powder that is adhered to the bearing. This coating was originally developed for space applications, is approved by NASA, and is commonly used for space and other vacuum applications. It has a uniform thickness of 0.0005” and can be used for a wide temperature range of extreme cold (-325°F) to extreme heat (850°F in atmosphere, 1400°F in vacuum). For use in bearings a maximum contact stress of 350ksi is recommended. WS2 is silver in color when applied.
Molybdenum Disulphide (MoS2) coating has dry lubrication, reduced friction and corrosion resistance properties. It has uniform thickness of 0.0002” and can be used for a wide temperature range of extreme cold (-325°F) to extreme heat (750°F). For use in bearings a maximum contact stress of 250ksi is recommended. MoS2 is silver in color when applied.
PTFE coating has dry lubrication, reduced friction, corrosion resistance and insulating properties. It also has increased resistance to fretting and fretting corrosion and performs well in vibratory applications. It has uniform thickness of 0.0008” and can be used for a maximum temperature of 500°F. For use in bearings a maximum contact stress of 150ksi is recommended
Graphite is primarily used as a dry lubricant, but can also be contained in oil. It is primarily used to reduce friction. It works well when water vapor is present as it helps the graphite bond to the bearing surfaces. Graphite is effective at temperatures as high as 850°F and even higher temperatures for intermittent exposure. It is not effective for vacuum or space applications.